










پاؤڈر کھانا کھلانا نوزل
1. تین طرفہ/چار طرفہ سماکشیی پاؤڈر فیڈنگ نوزل: پاؤڈر تین طرفہ/چار طرف سے براہ راست آؤٹ پٹ ہوتا ہے ، ایک نقطہ پر تبدیل ہوتا ہے ، کنورجنس پوائنٹ چھوٹا ہوتا ہے ، پاؤڈر کی سمت کشش ثقل سے کم متاثر ہوتی ہے ، اور سمت اچھی ہے ، جو تین جہتی لیزر بحالی اور تھری ڈی پرنٹنگ کے لئے موزوں ہے۔
2. کنڈولر سماکشیی پاؤڈر کو کھانا کھلانے کا نوزل: پاؤڈر تین یا چار چینلز کے ذریعہ ان پٹ ہے ، اور اندرونی ہم جنس پرستی کے علاج کے بعد ، پاؤڈر ایک رنگ میں آؤٹ پٹ ہے اور اس میں بدل جاتا ہے۔ کنورجنسی پوائنٹ نسبتا large بڑے ، لیکن زیادہ یکساں ہے ، اور بڑے مقامات کے ساتھ لیزر پگھلنے کے لئے زیادہ موزوں ہے۔ یہ 30 ° کے اندر جھکاؤ والے زاویہ کے ساتھ لیزر کلڈنگ کے لئے موزوں ہے۔
3. سائیڈ پاؤڈر کھانا کھلانے نوزل: سادہ ساخت ، کم لاگت ، آسان تنصیب اور ایڈجسٹمنٹ ؛ پاؤڈر آؤٹ لیٹس کے درمیان فاصلہ بہت دور ہے ، اور پاؤڈر اور روشنی کی قابو پانے میں بہتر ہے۔ تاہم ، لیزر بیم اور پاؤڈر ان پٹ غیر متناسب ہیں ، اور اسکیننگ کی سمت محدود ہے ، لہذا یہ کسی بھی سمت میں یکساں کلیڈنگ پرت پیدا نہیں کرسکتی ہے ، لہذا یہ 3D کلڈنگ کے لئے موزوں نہیں ہے۔
4. بار کے سائز کا پاؤڈر کھانا کھلانے کا نوزل: دونوں اطراف میں پاؤڈر ان پٹ ، پاؤڈر آؤٹ پٹ ماڈیول کے ذریعہ ہم آہنگی کے علاج کے بعد ، آؤٹ پٹ بار کے سائز کا پاؤڈر ، اور 16 ملی میٹر*3 ملی میٹر (اپنی مرضی کے مطابق) پٹی کے سائز والے پاؤڈر اسپاٹ کی تشکیل کے لئے ایک جگہ جمع ہوجاتے ہیں ، اور پٹی کے سائز کے لیزر کی بہتر کارکردگی کا احساس کر سکتے ہیں۔
پاؤڈر فیڈر
ڈبل بیرل پاؤڈر فیڈر مین پیرامیٹرز
پاؤڈر فیڈر ماڈل: EMP-PF-2-1
پاؤڈر فیڈنگ سلنڈر: ڈبل سلنڈر پاؤڈر کھانا کھلانے ، پی ایل سی آزاد کنٹرول
کنٹرول وضع: ڈیبگنگ اور پروڈکشن وضع کے مابین فاسٹ سوئچ
طول و عرض: 600mmx500mmx1450mm (لمبائی ، چوڑائی اور اونچائی)
وولٹیج: 220VAC ، 50Hz ؛
پاور: ≤1kW
بھیجنے کے قابل پاؤڈر ذرہ سائز: 20-200μm
پاؤڈر فیڈنگ ڈسک کی رفتار: 0-20 آر پی ایم تیز رفتار ریگولیشن ؛
پاؤڈر کھانا کھلانا دہرانا درستگی: <± 2 ٪ ؛
مطلوبہ گیس کا ماخذ: نائٹروجن/آرگون
دوسرے: آپریشن انٹرفیس کو تقاضوں کے مطابق اپنی مرضی کے مطابق بنایا جاسکتا ہے


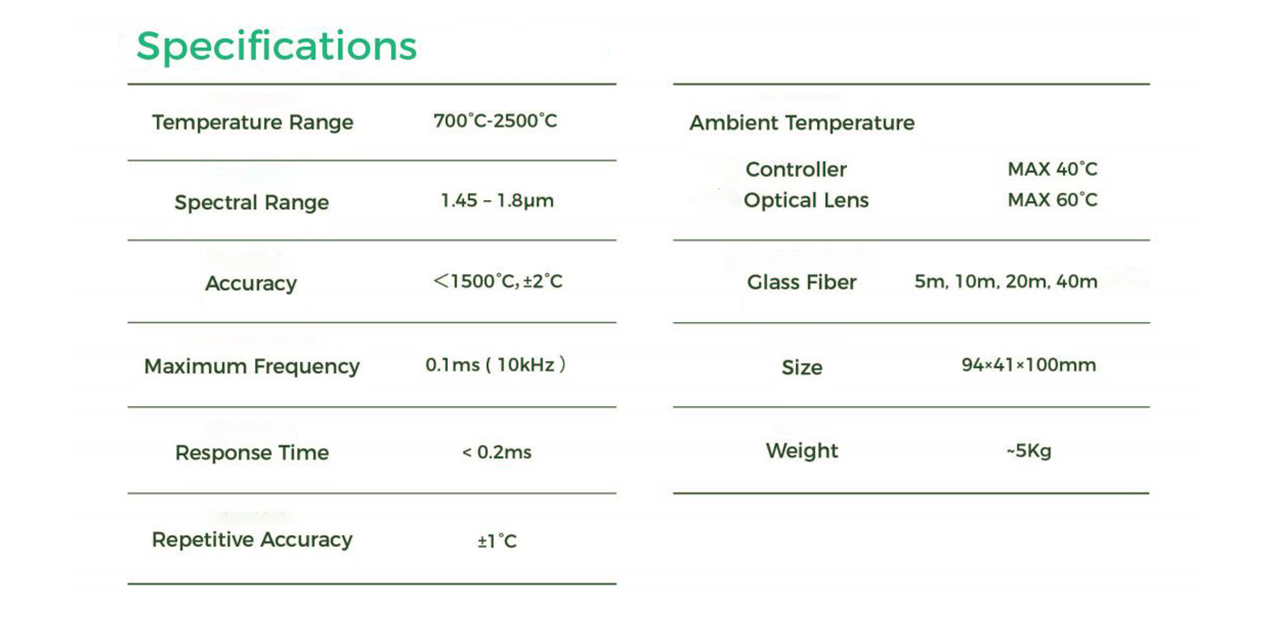
لیزر پائیرومیٹر
بند لوپ درجہ حرارت پر قابو پانے ، جیسے لیزر بجھانے ، کلیڈنگ اور سطح کا علاج ، کناروں ، پروٹروژن یا سوراخوں کے سخت درجہ حرارت کو درست طریقے سے برقرار رکھ سکتا ہے۔
ٹیسٹ کے درجہ حرارت کی حد 700 ℃ سے 2500 ℃ تک ہے۔
بند لوپ کنٹرول ، 10 کلو ہرٹز تک۔
کے لئے طاقتور سافٹ ویئر پیکیجز
عمل سیٹ اپ ، تصور ، اور
ڈیٹا اسٹوریج
آٹومیشن لائن کے لئے 24V ڈیجیٹل اور ینالاگ 0-10V L/O کے ساتھ صنعتی L/O ٹرمینلز
انضمام اور لیزر کنکشن۔
لیزر کلڈنگ فوائد


لیزر کلڈنگ ایپلی کیشنز
auto آٹوموٹو انڈسٹری میں ، جیسے انجن والوز ، سلنڈر نالیوں ، گیئرز ، راستہ والو کی نشستیں اور کچھ حصوں میں جس میں اعلی لباس مزاحمت ، حرارت کی مزاحمت اور سنکنرن مزاحمت کی ضرورت ہوتی ہے۔
ایرو اسپیس انڈسٹری میں ، ٹائٹینیم مرکب دھاتوں کے مسئلے کو حل کرنے کے لئے کچھ کھوٹ پاؤڈر ٹائٹینیم مرکب کی سطح پر پوشیدہ ہیں۔ بڑے رگڑ کے گتانک اور ناقص لباس کی مزاحمت کے نقصانات۔
la مولڈ انڈسٹری میں سڑنا کی سطح کے بعد لیزر کلڈڈنگ ، اس کی سطح کی سختی ، لباس مزاحمت ، اور درجہ حرارت کی اعلی مزاحمت کے ذریعہ علاج کیا جاتا ہے۔
steel اسٹیل انڈسٹری میں رولس کے لئے لیزر کلڈنگ کا اطلاق بہت عام ہوگیا ہے۔
پیرامیٹر
لیزر کلڈڈنگ کا ورکنگ اصول
سبسٹریٹ کی سطح پر کلیڈنگ مواد شامل کرکے اور سبسٹریٹ سطح پر پتلی پرت کے ساتھ مل کر ایک اعلی توانائی کی کثافت لیزر بیم کا استعمال کرتے ہوئے ، سبسٹریٹ کی سطح پر ایک میٹالرجیکل بانڈڈ کلیڈنگ پرت تشکیل دی جاتی ہے۔
ہمیں جاننے کی ضرورت ہے
اگر آپ جاننا چاہتے ہیں کہ آیا لیزر کلڈنگ آپ کے لئے موزوں ہے تو ، آپ کو مندرجہ ذیل نکات بتانے کی ضرورت ہے:
1. آپ کا کون سا مواد ہے۔ کس مواد کو کلیڈنگ کی ضرورت ہے۔
2. مصنوعات کی شکل اور سائز ، فوٹو فراہم کرنا بہتر ہے۔
3. آپ کی مخصوص پروسیسنگ کی ضروریات: پروسیسنگ کی پوزیشن ، چوڑائی ، موٹائی ، اور پروسیسنگ کے بعد مصنوعات کی کارکردگی ؛
4. پروسیسنگ کی کارکردگی کی ضرورت ہے۔
5. لاگت کی ضرورت کیا ہے؟
6. لیزر کی قسم (آپٹیکل فائبر یا سیمیکمڈکٹر) ، کتنی طاقت ، اور مطلوبہ فوکس سائز ؛ چاہے یہ معاون روبوٹ ہو یا مشین ٹول۔
7. کیا آپ لیزر کلڈنگ کے عمل سے واقف ہیں اور کیا آپ کو تکنیکی مدد کی ضرورت ہے؟
8. کیا لیزر کلڈنگ ہیڈ کے وزن کے لئے کوئی قطعی ضرورت ہے (خاص طور پر روبوٹ کے بوجھ پر روبوٹ کی حمایت کرتے وقت غور کیا جانا چاہئے) ؛
9. ترسیل کے وقت کی ضرورت کتنی ہے؟
10. کیا آپ کو پروفنگ کی ضرورت ہے (سپورٹ پروفنگ)


