










Ang nozzle ng pagpapakain ng pulbos
1. Three-way/four-way coaxial powder feed nozzle: Ang pulbos ay direktang output mula sa three-way/four-way, na nagko-convert sa isang punto, ang punto ng tagpo ay maliit, ang direksyon ng pulbos ay hindi gaanong apektado ng gravity, at ang direksyon ay mabuti, angkop para sa tatlong-dimensional na pagpapanumbalik ng laser at pag-print ng 3D.
2. Annular coaxial powder feed nozzle: Ang pulbos ay input ng tatlo o apat na mga channel, at pagkatapos ng panloob na paggamot sa homogenization, ang pulbos ay output sa isang singsing at nagko -convert. Ang punto ng tagpo ay medyo malaki, ngunit mas pantay, at mas angkop para sa pagtunaw ng laser na may malalaking lugar. Ito ay angkop para sa laser cladding na may isang anggulo ng pagkahilig sa loob ng 30 °.
3. Side powder feed nozzle: simpleng istraktura, mababang gastos, maginhawang pag -install at pagsasaayos; Malayo ang distansya sa pagitan ng mga outlet ng pulbos, at mas mahusay ang pagkontrol ng pulbos at ilaw. Gayunpaman, ang input ng laser beam at pulbos ay walang simetrya, at ang direksyon ng pag -scan ay limitado, kaya hindi ito makagawa ng isang pantay na layer ng cladding sa anumang direksyon, kaya hindi ito angkop para sa 3D cladding.
4. Ang bar na may hugis na pulbos na nagpapakain ng nozzle: input ng pulbos sa magkabilang panig, pagkatapos ng paggamot sa homogenization sa pamamagitan ng module ng output ng pulbos, output bar na hugis pulbos na pulbos, at ang kaukulang kaukulang kumbinasyon ng mga hugis-strip na mga spot ay maaaring mapagtanto ang malaking-format na pag-aayos ng laser sa ibabaw at mahusay na mapabuti ang kahusayan.
Pulbos na feeder
Double Barrel Powder Feeder Pangunahing mga parameter
Modelong Powder Feeder: EMP-PF-2-1
Powder feed cylinder: Dual-cylinder powder feed, PLC independiyenteng makokontrol
Control Mode: Mabilis na Lumipat sa pagitan ng pag -debug at mode ng produksyon
Mga Dimensyon: 600mmx500mmx1450mm (haba, lapad at taas)
Boltahe: 220VAC, 50Hz;
Kapangyarihan: ≤1kw
Ipinadala ang laki ng butil ng pulbos: 20-200μm
Bilis ng pagpapakain ng pulbos: 0-20 RPM na bilis ng regulasyon ng bilis;
Powder feed na ulitin ang kawastuhan: <± 2%;
Kinakailangan na Pinagmulan ng Gas: Nitrogen/Argon
Ang iba: Ang interface ng operasyon ay maaaring ipasadya ayon sa mga kinakailangan


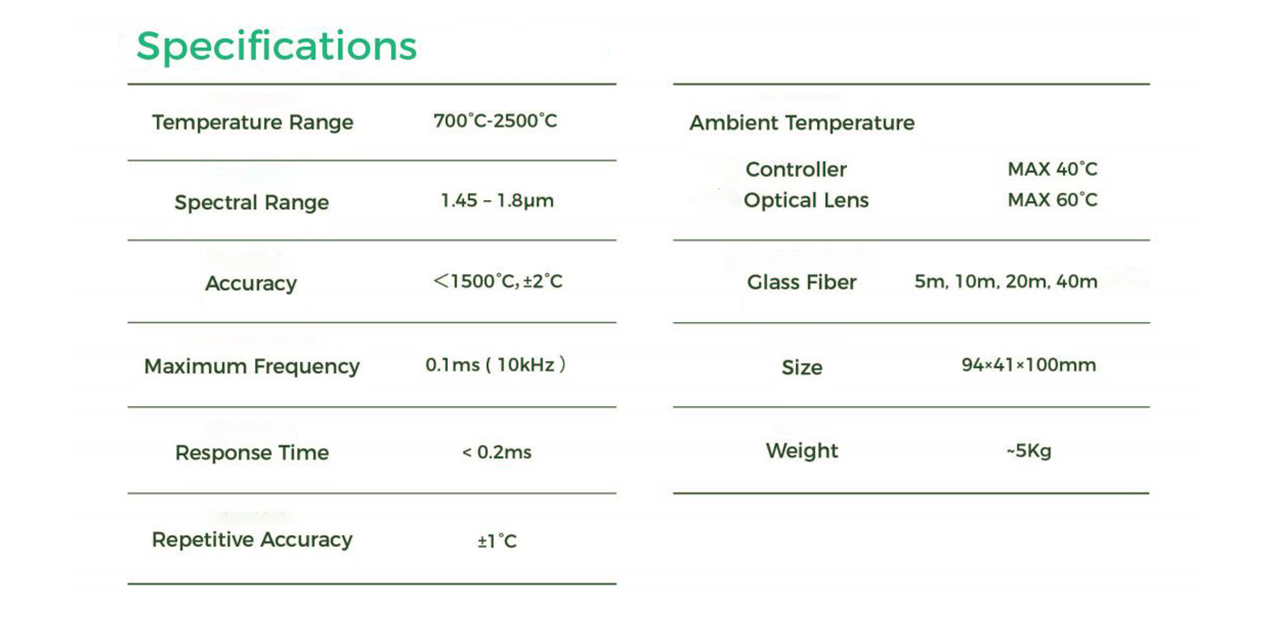
Laser Pyrometer
Ang kontrol ng temperatura ng closed-loop, tulad ng laser quenching, cladding at paggamot sa ibabaw, ay maaaring tumpak na mapanatili ang temperatura ng hardening ng mga gilid, protrusions o butas.
Ang saklaw ng temperatura ng pagsubok ay mula sa 700 ℃ hanggang 2500 ℃.
Ang closed-loop control, hanggang sa 10kHz.
Napakahusay na mga pakete ng software para sa
proseso ng pag -setup, paggunita, at
imbakan ng data.
Pang-industriya L/O Mga Terminal na may 24V Digital at Analog 0-10V L/O Para sa Automation Line
Pagsasama at koneksyon sa laser.
Laser cladding kalamangan


Mga Application ng Laser Cladding
● Sa industriya ng automotiko, tulad ng mga balbula ng engine, mga cylinder grooves, gears, mga upuan ng balbula ng tambutso at ilang bahagi na nangangailangan ng mataas na paglaban, paglaban ng init at paglaban ng kaagnasan;
● Sa industriya ng aerospace, ang ilang mga haluang metal na pulbos ay nakasuot sa ibabaw ng mga haluang metal na titanium upang malutas ang problema ng mga haluang metal na titanium. Mga kawalan ng malaking koepisyent ng friction at hindi magandang paglaban sa pagsusuot;
● Matapos ang ibabaw ng amag sa industriya ng amag ay ginagamot ng laser cladding, ang katigasan ng ibabaw nito, paglaban ng pagsusuot, at mataas na temperatura ng paglaban ay makabuluhang napabuti;
● Ang aplikasyon ng laser cladding para sa mga rolyo sa industriya ng bakal ay naging pangkaraniwan.
parameter
Ang prinsipyo ng pagtatrabaho ng laser cladding
Sa pamamagitan ng pagdaragdag ng mga cladding na materyales sa ibabaw ng substrate at gamit ang isang high-energy-density laser beam upang i-fuse ito kasama ang manipis na layer sa ibabaw ng substrate, isang metallurgically bonded cladding layer ay nabuo sa ibabaw ng substrate.
Kailangan nating malaman
Kung nais mong malaman kung ang pag -cladding ng laser ay angkop para sa iyo, kailangan mong sabihin ang mga sumusunod na puntos:
1. Anong materyal ang iyong produkto; Anong materyal ang nangangailangan ng pag -cladding;
2. Ang hugis at sukat ng produkto, pinakamahusay na magbigay ng mga larawan;
3. Ang iyong tukoy na mga kinakailangan sa pagproseso: posisyon sa pagproseso, lapad, kapal, at pagganap ng produkto pagkatapos ng pagproseso;
4. Kailangan ng kahusayan sa pagproseso;
5. Ano ang kinakailangan sa gastos?
6. Ang uri ng laser (optical fiber o semiconductor), kung magkano ang lakas, at ang nais na laki ng pokus; Kung ito ay isang sumusuporta sa robot o isang tool ng makina;
7. Pamilyar ka ba sa proseso ng pag -cladding ng laser at kailangan mo ba ng suporta sa teknikal;
8. Mayroon bang anumang tumpak na kinakailangan para sa bigat ng ulo ng laser cladding (lalo na ang pag -load ng robot ay dapat isaalang -alang kapag sumusuporta sa robot);
9. Ano ang kinakailangan sa oras ng paghahatid?
10. Kailangan mo ba ng patunay (Support Proofing)


