










Dysza karmiona proszkiem
1. Dysza z proszkiem trójstronnym/czterokierunkowym proszkiem: proszek jest bezpośrednio wysyłany z trójstronnego/czterokierunkowego, zbieżnego w jednym punkcie, punkt zbieżności jest niewielki, kierunek proszku jest mniej dotknięty grawitacją, a kierunkowość jest dobra, odpowiednia do trójwymiarowego przywracania lasera i drukowania 3D.
2. pierścienia koncentryczna dysza żywieniowa proszku: proszek wprowadza trzy lub cztery kanały, a po wewnętrznym zabiegu homogenizacji proszek jest wyprowadzony w pierścieniu i zbiega się. Punkt zbieżności jest stosunkowo duży, ale bardziej jednolity i jest bardziej odpowiedni do topnienia laserowego z dużymi plamami. Jest odpowiedni do okładziny laserowej z kątem nachylenia w promieniu 30 °.
3. Dysza podawania proszku bocznego: prosta struktura, niski koszt, wygodna instalacja i regulacja; Odległość między gniazdami proszku jest daleka, a sterowalność proszku i światła jest lepsza. Jednak wiązka laserowa i wejście proszkowe są asymetryczne, a kierunek skanowania jest ograniczony, więc nie może wygenerować jednolitej warstwy okładzin w dowolnym kierunku, więc nie nadaje się do okładziny 3D.
4. Dysza karmiącego proszek w kształcie proszku: Wkład proszkowy po obu stronach, po zabiegu homogenizacji przez moduł wyjściowy proszkowy, proszek w kształcie baru wyjściowego i zbierz w jednym miejscu, aby utworzyć plamkę proszku 16 mm*3 mm (dostosowywalna) w kształcie paska, a odpowiadająca kombinacja plamek w kształcie paska może zdawać sobie sprawę, że duże naprawa powierzchni lasera.
Podajnik proszku
Główne parametry podwójnej lufy proszkowej
Model podajnika proszkowego: EMP-PF-2-1
Cylinder karmiący proszek: podwójny cylindrowy karmiarstwo proszkowe, niezależne od PLC
Tryb sterowania: Szybkie przełączanie między trybem debugowania i produkcji
Wymiary: 600 mmx500mmx1450 mm (długość, szerokość i wysokość)
Napięcie: 220VAC, 50 Hz;
Moc: ≤1 kW
Rozmiar cząstek proszku: 20-200 μm
Proszek proszkowy prędkość krążka: 0-20 obr./min na minutę;
Powtarzanie proszku Dokładność: <± 2%;
Wymagane źródło gazu: azot/argon
Inne: interfejs operacyjny można dostosować zgodnie z wymaganiami


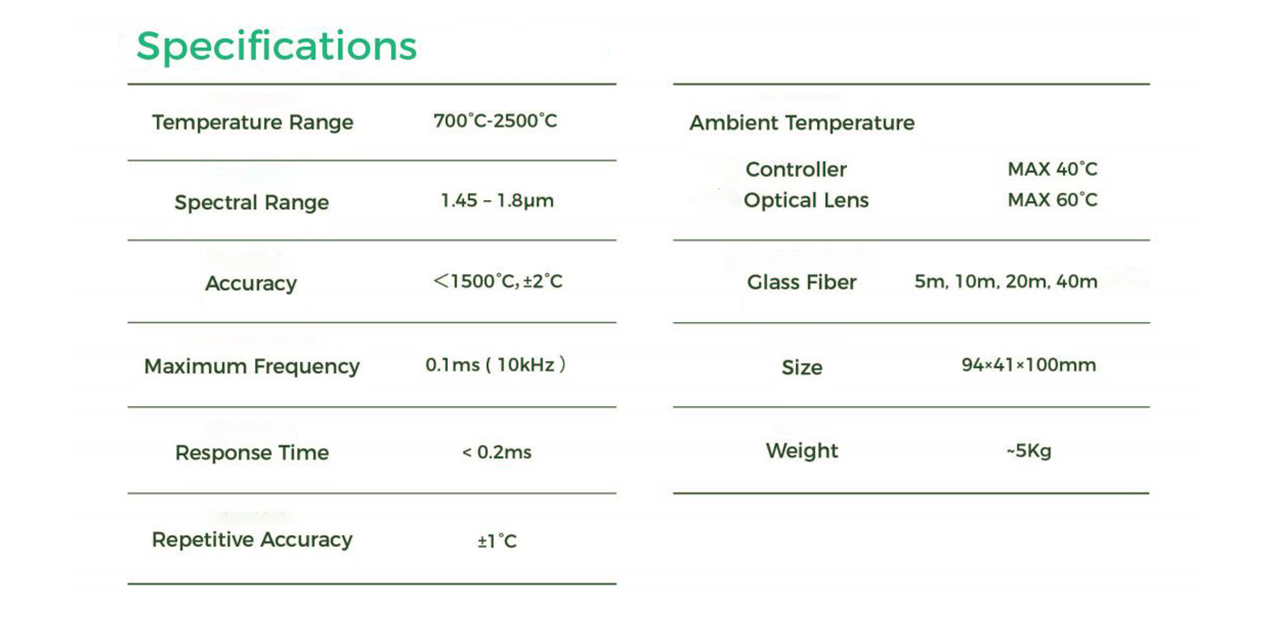
Laser pirometr
Kontrola temperatury w zamkniętej pętli, taka jak hartowanie laserowe, okładziny i obróbka powierzchni, może dokładnie utrzymać temperaturę stwardnienia krawędzi, występów lub otworów.
Zakres temperatur testowych wynosi od 700 ℃ do 2500 ℃.
Kontrola zamkniętej pętli, do 10 kHz.
Potężne pakiety oprogramowania dla
Konfiguracja procesu, wizualizacja i
przechowywanie danych.
Przemysłowe terminale L/O z cyfrową i analogową 24 V l/o dla linii automatyzacji
Integracja i połączenie laserowe.
Zalety okładzin laserowych


Aplikacje okładzin laserowych
● W branży motoryzacyjnej, takich jak zawory silnika, rowki cylindrowej, koła zębate, fotele zaworów wydechowych i niektóre części wymagające wysokiej odporności na zużycie, odporności na ciepło i odporność na korozję;
● W branży lotniczej niektóre proszki stopowe są odziane na powierzchnię stopów tytanowych, aby rozwiązać problem stopów tytanowych. Wady dużego współczynnika tarcia i słabej odporności na zużycie;
● Po tym, jak powierzchnia pleśni w branży pleśni jest traktowana przez okładzinę laserową, jego twardość powierzchni, odporność na zużycie i oporność w wysokiej temperaturze uległa znacznej poprawie;
● Zastosowanie okładziny laserowej do roll w branży stalowej stało się bardzo powszechne.
parametr
Zasada robocza okładziny laserowej
Dodając materiały okładzinowe na powierzchni podłoża i stosując wiązkę laserową o wysokiej energii do gęstości do połączenia jej wraz z cienką warstwą na powierzchni podłoża, na powierzchni podłoża powstaje wiązana warstwa okładzinowa metalurgicznie.
Musimy wiedzieć
Jeśli chcesz wiedzieć, czy okładzina lasera jest dla Ciebie odpowiednia, musisz powiedzieć następujące punkty:
1. Jaki materiał jest twój produkt; jaki materiał wymaga okładziny;
2. Kształt i rozmiar produktu, najlepiej jest dostarczać zdjęcia;
3. Twoje konkretne wymagania dotyczące przetwarzania: pozycja przetwarzania, szerokość, grubość i wydajność produktu po przetworzeniu;
4. Potrzebujesz wydajności przetwarzania;
5. Jaki jest wymóg kosztów?
6. Rodzaj lasera (światłowodowy lub półprzewodnik), ile mocy i pożądany rozmiar ostrości; czy jest to robot wspierający, czy narzędzie maszynowe;
7. Czy znasz proces okładziny laserowej i potrzebujesz wsparcia technicznego;
8. Czy istnieje jakieś precyzyjne wymagania dotyczące ciężaru głowicy okładzin laserowych (szczególnie obciążenie robota należy wziąć pod uwagę przy wsparciu robota);
9. Jaki jest wymóg dotyczący czasu dostawy?
10. Czy potrzebujesz dowodu (dowód wsparcia)


