









Карактеристики
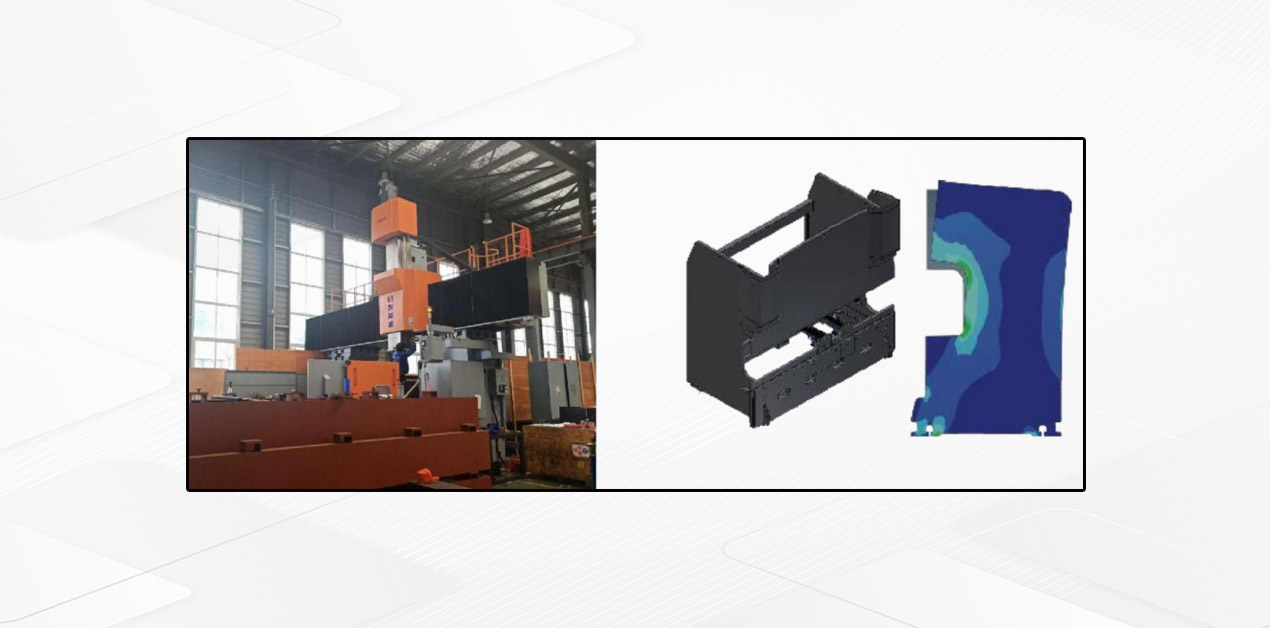
• Комплетна структура заварена со челик, со доволна јачина и ригидност;
• Хидраулична структура на мозочен удар, сигурна и мазна;
• Механичко стоп единица, синхрон вртежен момент и висока прецизност;
• Задниот дел го усвојува механизмот за задникот на завртката од типот Т со мазна шипка, што е управувано од мотор;
• Горна алатка со механизам за компензација на тензијата, со цел да се гарантира голема прецизност на свиткување;
• TP10S NC систем
CNC систем
• TP10S екран на допир
• Префрлување на програмирање на агол за поддршка и префрлување на длабочина
• Поддршка за поставките на библиотеката со мувла и производи
• Секој чекор може слободно да ја постави висината на отворањето
• Позицијата на точката на смена може слободно да се контролира
• Може да реализира мулти-оска експанзија на Y1 、 y2 、 r
• Поддршка за механичка контрола на работната сила за крунисување
• Поддршка на голема програма за автоматско генерирање на кружни лак
• Поддржете го горниот мртов центар, центарот на мртвите, лабаво стапало, одложување и други опции за промена на чекор, ја подобруваат ефикасноста на обработката ефикасно
• Поддржете го Електромагнет едноставен мост
• Поддржете ја целосно автоматската функција на мостот на пневматски палети
• Поддржете автоматско свиткување, реализирајте беспилотна контрола на свиткување и поддршка до 25 чекори на автоматско свиткување
• Функција за конфигурирање на времето за поддршка на контролата на вентилот, брзо надолу, забавување, враќање, истовар на акција и дејство на вентилот
• Има 40 библиотеки на производи, секоја библиотека со производи има 25 чекори, голем кружен лак поддржува 99 чекори.


Горна алатка Брза стегач
· Уредот за стегање на горниот алатка е брз стегач
Прицврстување на мулти-V на дното (опција)
· Мулти-V дното умира со различни отвори


Задникот
· Водичот за завртки/лагер за топка се голема прецизност
Предна поддршка
· Алуминиумска платформа за материјали за легура, привлечен изглед и намалување на гребење на работната страница.

Факултативно

Крунирање на компензација за работна маса
· Конвексен клин се состои од збир на конвексни коси клинови со заоблена површина. Секој испакнат клин е дизајниран со анализа на конечни елементи според кривата на отклонување на слајдот и работната маса.
· Системот за контролор на CNC го пресметува потребниот износ на компензација врз основа на силата на оптоварување. Оваа сила предизвикува девијација и деформација на вертикалните плочи на слајдот и табелата. И автоматски го контролира релативното движење на конвексниот клин, со цел ефикасно да се компензира деформацијата на деформацијата предизвикана од лизгачот и табелата и да се добие идеално работно место за свиткување.

Брза промена Боттом умре
· Усвојување на 2-V Брза промена на метежот за умирање на дното
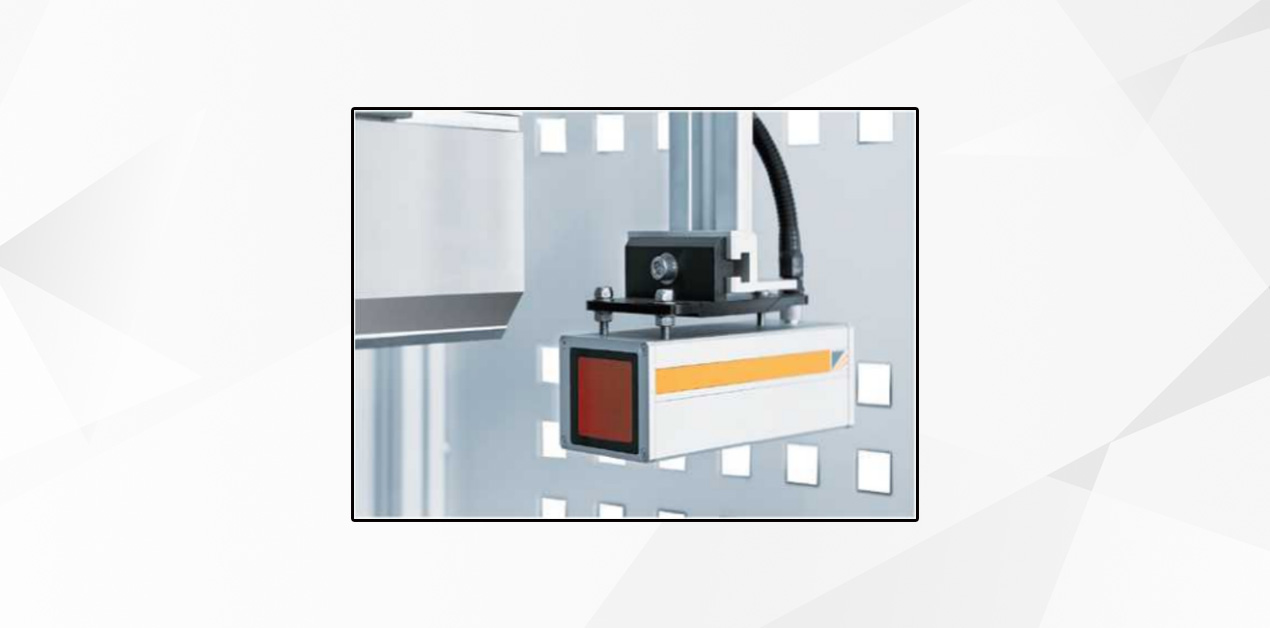
Безбедносен чувар на ласери
· Безбедност на Lasersafe PSC-OHS, комуникација помеѓу контролорот на CNC и модулот за контрола на безбедноста
· Двојниот зрак од заштита е точка под 4 мм под врвот на горната алатка, за да ги заштити прстите на операторот ; Три региони (предни, средни и реални) на леарот можат да бидат флексибилно затворени, да обезбедат сложена обработка на свиткување на кутии; не -точката е 6мм, за да се реализира ефикасно и безбедно производство.
Помош за механичко серво за свиткување
· Кога плочката за поддршка на свиткување на ознаката може да ја реализира функцијата на превртување на следново. Следењето на аголот и брзината се пресметуваат и контролираат од контролорот CNC, да се движат по линеарен водич лево и десно.
· Прилагодете ја висината нагоре и надолу по рака, предниот и задниот дел, исто така, може да се прилагоди рачно за да одговараат за различно отворање на дното
· Платформата за поддршка може да биде четка или цевка од не'рѓосувачки челик, според големината на работното парче, може да се соберат две потпори за движење на врската или сепаратно движење.
-

CNC целосна електрична серво машина за свиткување чиста ел ...
-

Врвен продавач Хидрауличен лим на сопирачки метал свиткување ...
-

WE67K електро-хидраулична машина за свиткување на серво
-

Машината за свиткување на метални метални метали за торзиона оска
-

Кинеска фабрика за топла продажба Нова мултифункционална свиоци ...
-

Флексибилна машина за свиткување на LHA05 по цена на цена за ...






