










Pudder ernähren Düsen
1 Entworf ginn op Schwéiesch poskial pudder, gëminéiert op dräi-dimoréierend Lasen op engem Punkt, bestäteg, konsowe, cleiën, d'Kontermarvermëttler ass de Confresland rensviséiert un engem Punkt, bestäteg, d'Edvarung déi op 15.-Dréckt war, bestäteg, konselléiere vu engem Punkt.
2. Annular coaxial Pudder ernähren: de Pudder ass an dräi oder véier Channels, an no der intern Homogeniséierungsbedandbehandlung, de Pulver an engem Rank an engem Ring Dem Forursgank war relativ grouss, awer méi Uniformm, a ass méi gëfeg fir Laser ze Schmelz mat grousser Ploser. Et ass gëeegent fir Laser Chadding mat engem Neigungswinkel bannent 30 °.
3. Säit Pudder ernähren Düsen: einfach Struktur, niddereg Käschte, praktesch Installatioun an Upassung; D'Distanz tëscht Pudder Outlets ass wäit, an d'Kontrollbarkeet vu Pudder a Liicht ass besser. Wéi och ëmmer, ass de Laser Bam a puder Inpriss insput ginn, an d'Sortingvendrichtung ass limitéiert, fir 3d ofschlausen ass net gëfnéiert.
4. Bar-fripelt Prader-reife Pulver: Pudder Optriedung, no der Kombinatioun vun der Homoszisolutioun aus dem Pudder Outquuttpule, offensichtlech Effuts-Formulaire an Outcorien. Ausgefall
Powder Feeder
Duebel Barrel Pudderfeeder Haaptparameter
Pudder Federmodell: Emp-pf-2-1
Pudder ernähren Zylinder: Dual-Zylinder Pudder, PLC onofhängeg Kontlabel
Kontrollmodus: Schnellschalter tëscht Debugging an Produktiounsmodus
Dimensiounen: 600mmX500mmx1450mm (Längt, Breet an Héicht)
Voltéierung: 220Vac, 50hz;
Power: ≤1kw
Sendbar Pudder Partikelgréisst: 20-200μm
Pudderfeeding Diskgeschwindegkeet: 0-20 RPM Stlappregioun Reguléierung;
Pudder ernähren d'Widderhuelungsgenauegkeet: <± 2%;
Noutwendeg Gasquell: Nitrogen / Argon
Anerer: d'Operatioun Interface ka personaliséiert ginn


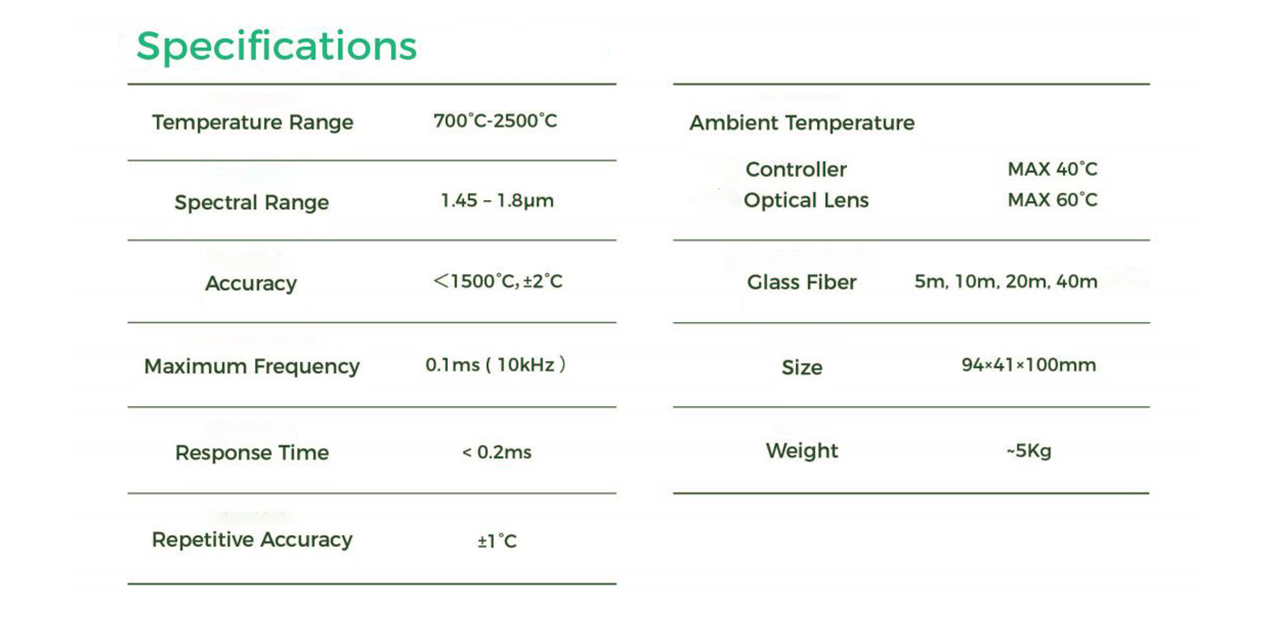
Laser Pyrometer
Zougemaach ass d'Hopopentemperaturekonformatioun, sou wéi den Laser kascht, Cladding a Uewerfläckungsbehandlung, kann déi häerzlechst Temperaturen, Pëllen oder Lächerkeet oder Lächer maachen.
D'Test Temperaturgange ass vu 700 ℃ bis 2500 ℃.
Zougemaach-Loop Kontroll, bis zu 10khz.
Mächteg Software Packagen fir
Prozess Setup, Visualiséierung, an
Datenlagerung.
Industriell l / o Terminaler mat 24v Digital an Analog 0-10V L / O fir Automatatiounslinn
Integratioun a Laserverbindung.
Laser Cladding Virdeeler


Laser Cladding Uwendungen
● An deenen éischtenmotiv Mien a sou wéi d'Motivelarhicht, Kräfte ware vill un de Korrosonformance an der Luucht fräifristegescht
● An der Aerospace Industrie, e puer allokypudderen sinn op der Uewerfläch vum Titanaloly op de Problem vum Titan ofleeft ze léisen. Nodeeler vun grousse Reibungs Kopass an aarm Droen Resistenz;
● No der Uewerfläch vum Graff an der Holdschëff gëtt vu Laserbaddrag behandelt ginn, ass seng Uewerflällechkeet an Halssystem, an héich Temristolant, an héich Temristolant ass beaflosst;
● D'Uwendung vu Lavier hu sech fir Bullen an der Reschter- am Wee ginn.
Paramesnéiergank
Aarbechtsprinzip vu Laser Chodding
Andeems Dir Klauenmaterial op der Uewerfläch vum Substrat verbënnt an en héije Energy Laser Caser Team fuse fir et zesummen ze formen op der Substrat.
Mir musse wëssen
Wann Dir wëllt wëssen ob Laser CHODDDing fir Iech gëeegent ass, musst Dir déi folgend Punkten soen:
1. Wéi eng Material ass Äert Produkt; wat materielle Bedierfnesserbetrag;
2. D'Form a Gréisst vum Produkt, et ass am beschten fir Fotoen ze liwweren;
3. Är spezifesch Veraarbechtungsfuerderungen: Veraarbechtungspositioun, Breet, Déck, a Produkt Leeschtung no der Veraarbechtung;
4. Braucht d'Veraarbechtungseffizienz;
5. Wat ass d'Käschte Fuerderung?
6. Den Typ vu Laser (optesch Faser oder Semicovantor), wéi vill Kraaft, an déi gewënschte Fokusgréisst; ob et en ënnerstëtzende Roboter oder e Maschinninstrument ass;
7. Bass du vertraut mat dem Laser Cladding Prozess a braucht Dir technesch Ënnerstëtzung;
8. Gëtt et eng präzis Ufuerderung fir d'Gewiicht vum Laser geknupptem Kapp (besonnesch d'Laascht vum Roboter sollten ugesinn ginn wann Dir de Roboter ënnerstëtzt ginn);
9. Wat ass d'Liwwerungszäitfuerderung?
10. Braucht Dir Beweiser (Ënnerstëtzung Beweiser)


