








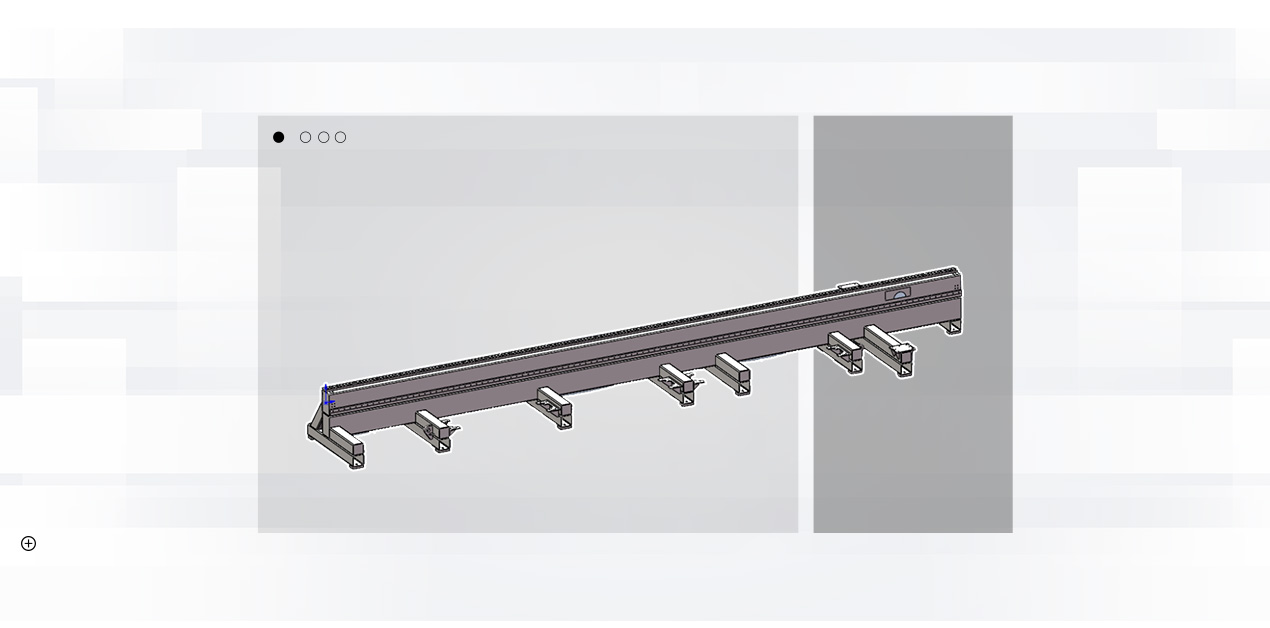
Oldalra függesztett, egyrészes hegesztett ágy
Az ágy oldalirányban függesztett szerkezettel és egy darabból hegesztett ágyazattal rendelkezik, amelyet lágyítanak a belső feszültség kiküszöbölése érdekében. A durva megmunkálás után a befejező megmunkálás előtt vibrációs öregítést végeznek, ezáltal jelentősen javítva a szerszámgép merevségét és stabilitását, valamint biztosítva a szerszámgép pontosságát. Az AC szervomotor meghajtását numerikus vezérlőrendszer vezérli, és a tokmány a motor meghajtása után Y irányban váltakozó mozgást végez, gyors mozgást és előtolást biztosítva. Mind az Y tengely fogasléce, mind a lineáris vezetősín nagy pontosságú termékekből készül, amelyek hatékonyan garantálják az átvitel pontosságát; a löket mindkét végén lévő végálláskapcsolók vezéreltek, és egyidejűleg egy kemény határolóberendezés is be van szerelve, amely hatékonyan biztosítja a szerszámgép mozgásának biztonságát; a szerszámgép fel van szerelve az automatikus kenőberendezéssel, amely rendszeres időközönként kenőolajat adagol az ágy mozgó részeihez, hogy biztosítsa a mozgó alkatrészek jó állapotát, ami javíthatja a vezetősínek, fogaskerekek és fogaslécek élettartamát.
Elülső adagolóeszköz
Az elülső adagolóberendezés egy léghenger által vezérelt tartólemezt tartalmaz, amely megtámasztja a csövet, amikor a vágott cső hosszú, és megakadályozza annak megereszkedését.
A munkadarab vágása során a megemelt támasztóhenger megtámasztja a támasztólapot, így megakadályozza a cső megereszkedését. A munkadarab vágása során a megemelt támasztóhengerek mind visszahúzódnak, a munkadarab pedig a vaklapra esik, és a tárolóhelyre csúszik. A henger működését a rendszer automatikusan vezérli.
Az elülső rész további két csoportra oszlik: követő típusúra és kézi beállítású típusra.

Támogatási mechanizmusok
Az ágyon 3 tartószerkezet található, és két típus áll rendelkezésre:
1. A követőtámaszt egy független szervomotor vezérli, amely fel és le mozog, elsősorban a hosszúra vágott csövek (kis átmérőjű csövek) túlzott deformációjának utólagos megtámasztására. Amikor a hátsó tokmány a megfelelő helyzetbe mozdul, a kiegészítő támasz leengedhető a deformáció elkerülése érdekében.
2. A változtatható átmérőjű keréktámaszt a henger emeli és süllyeszti, és manuálisan különböző skálapozíciókba állítható, hogy különböző méretű csöveket támasszon.
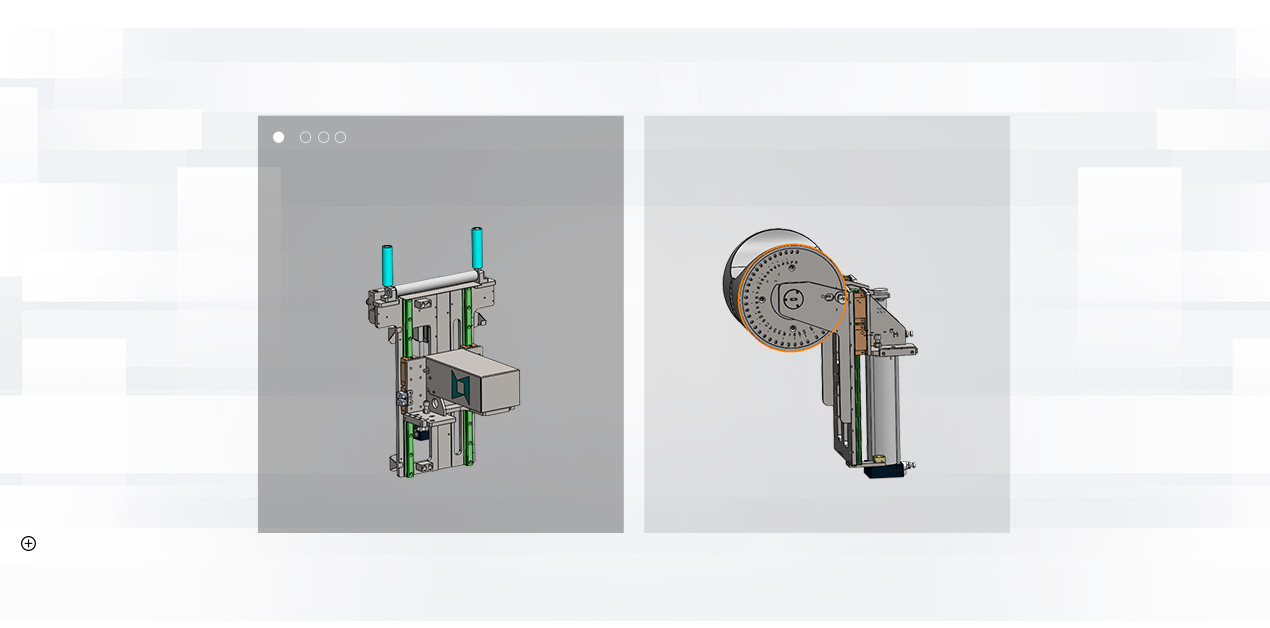
Tokmány alkatrész
A tokmány két elülső és hátsó pneumatikus, teljes löketű tokmányra van osztva, amelyek mindegyike Y irányban mozoghat. A hátsó tokmány a cső befogásáért és adagolásáért felelős, míg az elülső tokmány az ágy végére van felszerelve az anyagok befogásához. Az elülső és hátsó tokmányokat szervomotorok hajtják a szinkron forgás érdekében.
A dupla tokmányok közös befogása alatt rövid farokvágás valósítható meg, és a száj rövid farka elérheti a 20-40 mm-t, miközben támogatja a hosszabb farok rövid farokvágását.
A TN sorozatú csővágó gép a tokmány mozgatásának és elkerülésének módszerét alkalmazza, amely lehetővé teszi a folyamatos vágást két tokmánnyal, és nem okozza a cső túl hosszú és instabil megjelenését, valamint a pontosság hiányát.

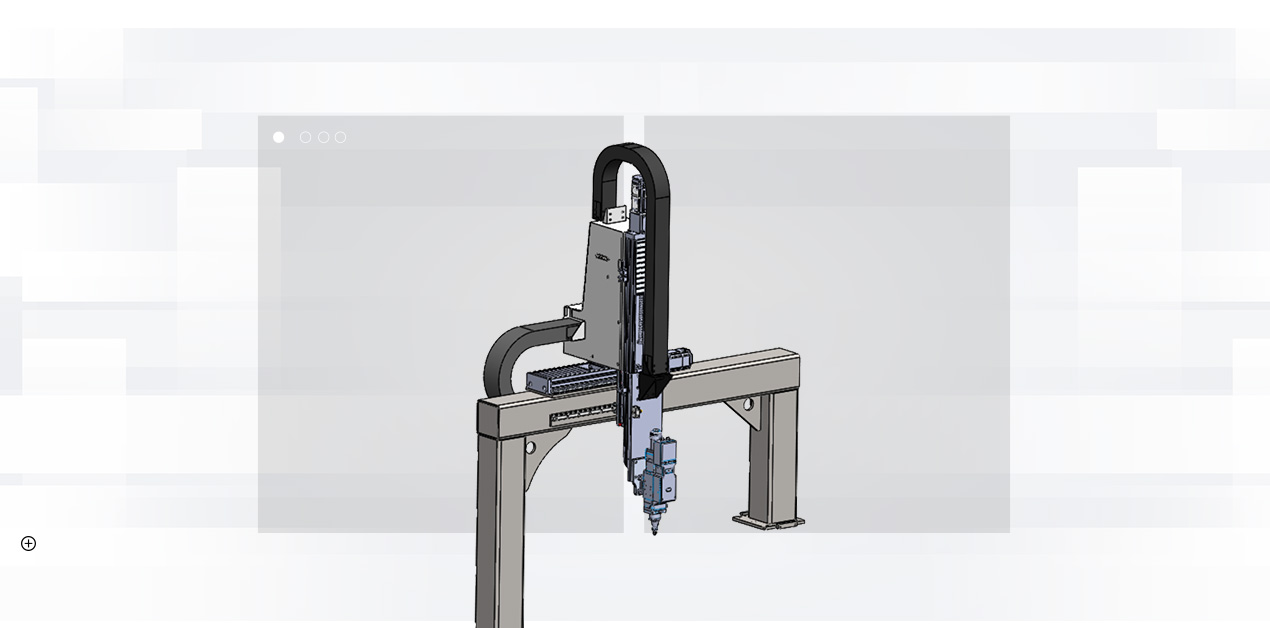
Tengely-eszköz
Az X tengelyű eszköz keresztgerendája egy portálszerkezetet alkalmaz, amelyet négyzet alakú cső és acéllemez kombinációjával hegesztenek. A portálalkatrész az ágyhoz van rögzítve, és az X tengelyt egy szervomotor hajtja, amely a fogaslécet és a fogaskereket hajtja, hogy megvalósítsa a csúszólap X irányú oda-vissza mozgását. A mozgás folyamatában a végálláskapcsoló vezérli a löketet, hogy korlátozza a helyzetet a rendszer működésének biztonsága érdekében.
Ugyanakkor az X/Z tengely saját szervoborítással rendelkezik a belső szerkezet védelme és a jobb védelem, valamint a por eltávolításának hatékonysága érdekében.
A Z tengelyű eszköz főként a lézerfej fel és le mozgását valósítja meg.
A Z tengely CNC-tengelyként használható saját interpolációs mozgás végrehajtásához, ugyanakkor összekapcsolható az X és Y tengellyel, és követő vezérlésre is átkapcsolható a különböző helyzetek igényeinek kielégítése érdekében.
Fémcső szálas lézervágó gép 62TN előnyei
Alkalmazási anyagok
A szálas lézeres fémvágó gép alkalmas fémvágásra, például rozsdamentes acélcső, lágyacélcső, szénacélcső, ötvözött acélcső, rugóacélcső, vascső, horganyzott acélcső, alumíniumcső, rézcső, sárgarézcső, bronzcső, titáncső, fémcső, fémcső stb.
Alkalmazási iparágak
A szálas lézervágó gépeket széles körben használják hirdetőtáblák, reklámok, táblák, fémbetűk, LED-betűk, konyhai eszközök, reklámlevelek, csőfém-megmunkálás, fémalkatrészek és alkatrészek, vasáruk, alvázak, állványok és szekrények megmunkálása, fémművesség, fémművészeti áruk, liftpanel-vágás, hardverek, autóalkatrészek, szemüvegkeretek, elektronikus alkatrészek, névtáblák stb. gyártásában.

-

LX612TNB nagy sebességű, teljesen automatikus adagolódob...
-

LX9TQA automatikus adagoló szálas lézervágó gép
-
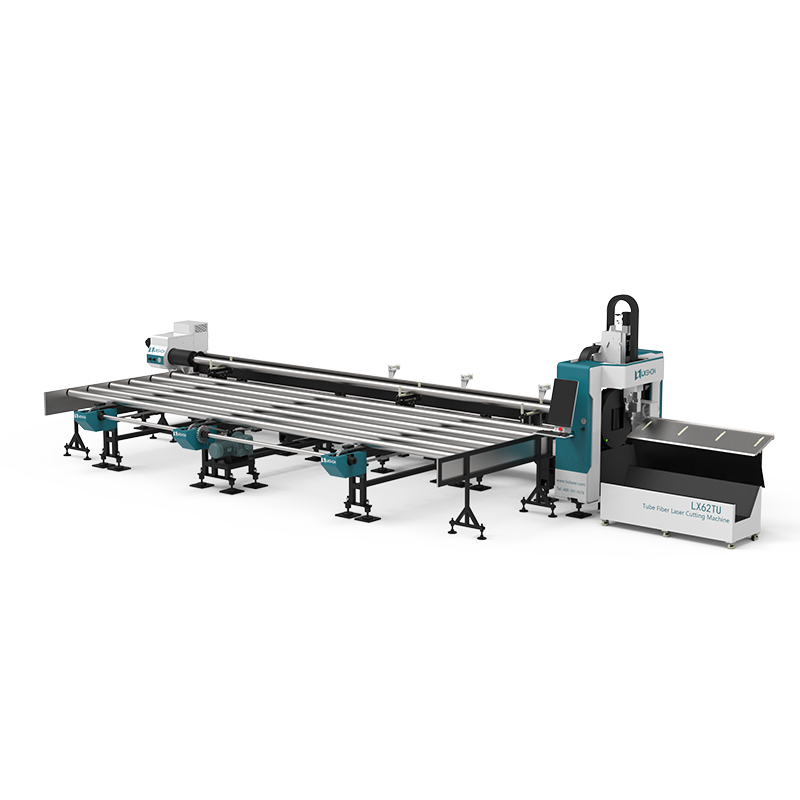
LXTU62 CNC alumínium fémcső lézervágó gép
-

LX612TN Gyors szállítás Standard tartókeret Magas...
-

LX612TNA Új félautomata rakodó nagy sebességű...
-

LX82TS 7% kedvezmény 1kw 1.5kw 3kw 4kw 6kw Száloptikai...






