
Дэталі Бакавая структура-адна з бакоў
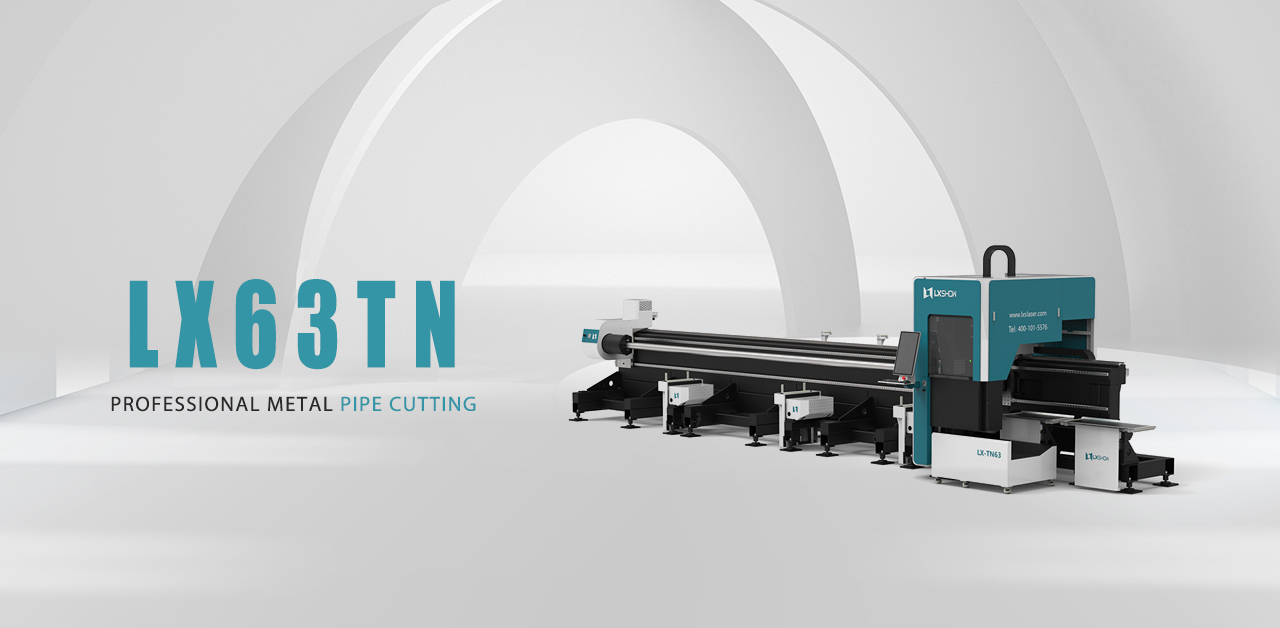
Бакавая структура-адна з бакоў Ложак прымае бакавую структуру і суцэльную зварную ложак, якая адпаленая для ліквідацыі ўнутранага напружання. Пасля прыблізнай апрацоўкі старэнне вібрацыі праводзіцца перад заканчэннем апрацоўкі, тым самым значна паляпшаючы калянасць і стабільнасць станка і забяспечваючы дакладнасць станка. Прывід сервопривода пераменнага току кантралюецца лікавай сістэмай кіравання, а Чак рэалізуе зваротны рух у кірунку Y пасля рухавіка, рэалізуючы хуткі рух і падачы руху. І стойка восі Y, і лінейная накіроўвалая чыгунка вырабляюцца з высокадакладных прадуктаў, якія эфектыўна гарантуюць дакладнасць перадачы; Лімітавыя выключальнікі на абодвух канцах інсульту кантралююцца, і адначасова ўсталёўваецца прылада цвёрдага абмежавання, што эфектыўна забяспечвае бяспеку руху станка; Мастацкі прыбудова абсталяваны аўтаматычнай змазкай, якая дадае змазкі алею, якія рухаюцца ложкам праз рэгулярныя прамежкі часу, каб гарантаваць, што рухомыя дэталі працуюць у добрым стане, што можа палепшыць тэрмін службы накіроўвалых рэек, перадач і стэлажоў.
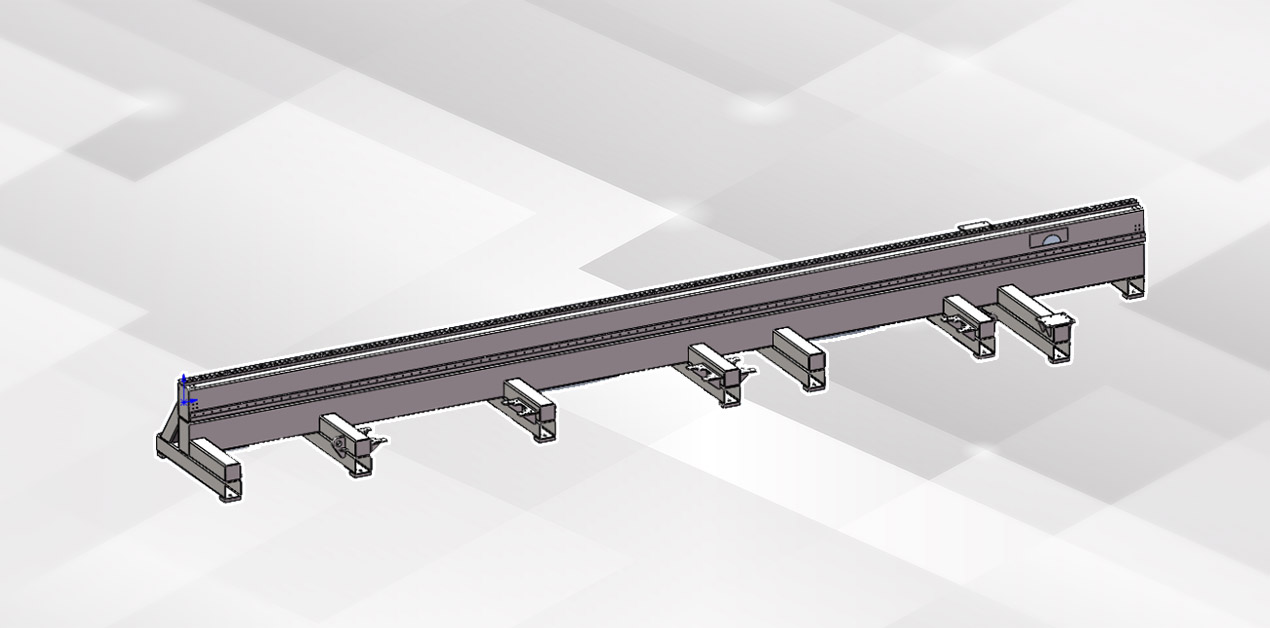
На ложку ўстаноўлены 2 наборы дапаможных механізмаў, і ёсць два тыпы: 1. Наступная падтрымка кантралюецца незалежным серворуха рухавіком для руху ўверх і ўніз, у асноўным для выканання наступнай падтрымкі для празмернай дэфармацыі доўгіх разрэзаных труб (трубы з невялікімі дыяметрамі). Калі задні Чак перамяшчаецца ў адпаведнае становішча, для пазбягання можа быць зніжана дапаможная апора. Падтрымка колы зменнай дыяметраў паднята і апускаецца цыліндрам, і яго можна ўручную адрэгуляваць у розныя пазіцыі маштабу для падтрымкі труб розных памераў.
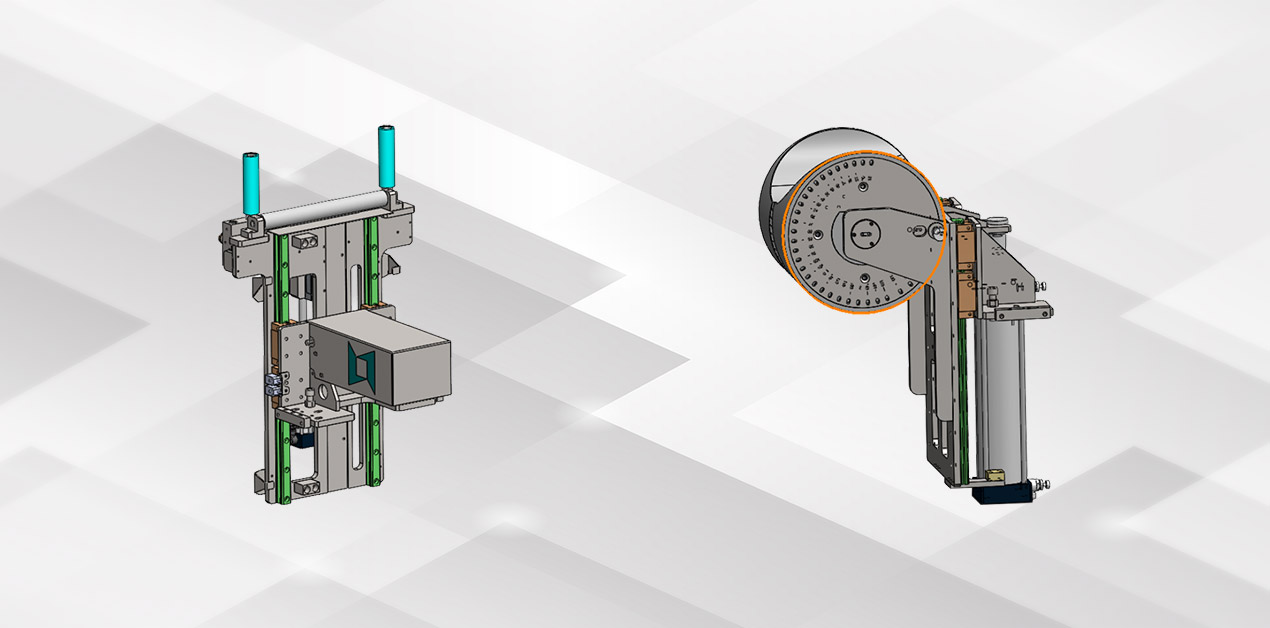
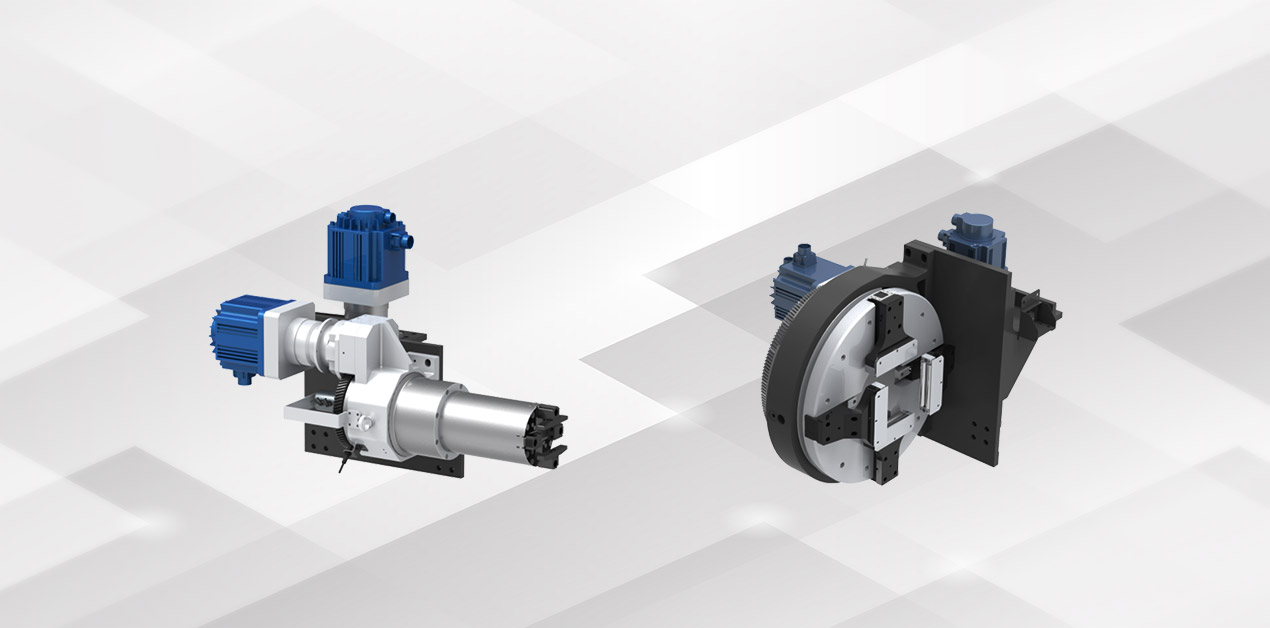
Чак дзеліцца на два пярэднія і заднія пнеўматычныя паўнавартасныя патроны, абодва яны могуць рухацца ў кірунку Y. Задні Чак нясе адказнасць за заціск і кармленне трубы, а пярэдняя патрон усталёўваецца ў канцы ложка для заціску матэрыялаў. The front and rear chucks are respectively driven by servo motors to achieve synchronous rotation.Under the joint clamping of double chucks, short tail cutting can be realized, and the short tail of the mouth can reach 20-40mm, while supporting the short tail cutting of longer tail.The TN series pipe cutting machine adopts the method of chuck movement and avoidance, which can realize the cutting with two chucks all the time, and will not cause the Труба быць занадта доўгай і нестабільнай, і дакладнасці недастаткова.
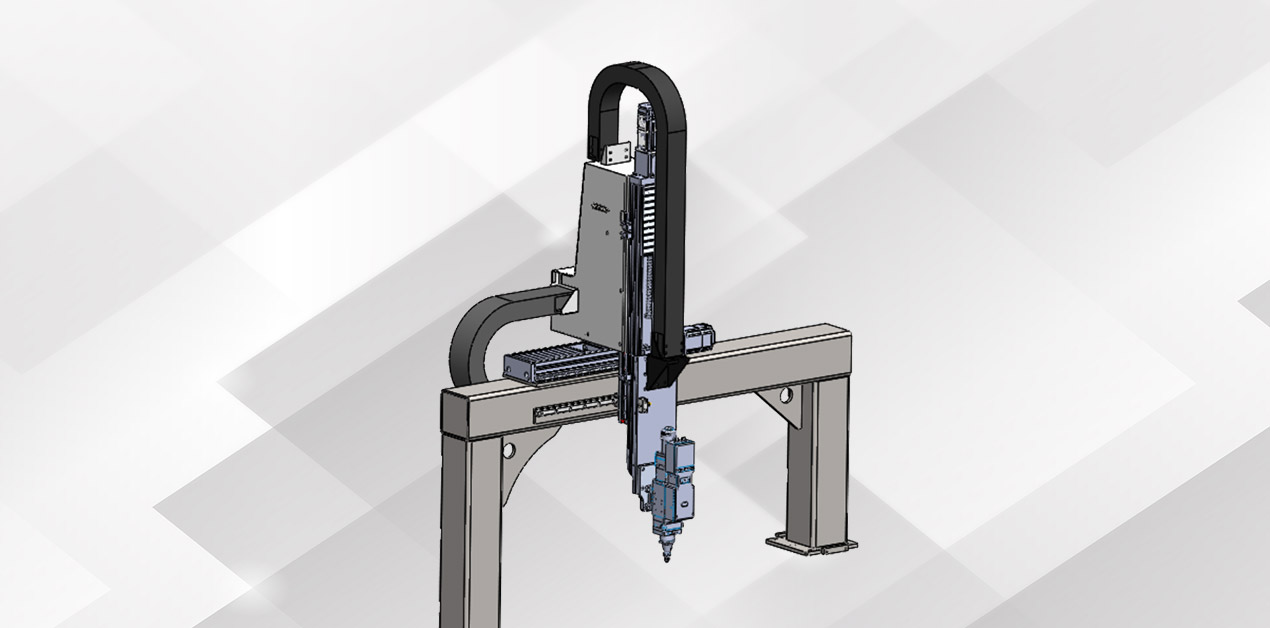
Перакрыцце прылады восі X прымае структуру казла, якая зварваецца спалучэннем квадратнай трубкі і сталёвай пласціны. Кампанент Gantry замацоўваецца на ложку, а вось X абумоўлена серварухавіком для кіравання стойкай і шасцярнямі, каб рэалізаваць адказную руху слайда ў напрамку X. У працэсе руху лімітавы перамыкач кантралюе інсульт, каб абмежаваць пазіцыю, каб забяспечыць бяспеку працы сістэмы. У той жа час вось X/Z мае ўласнае пакрыццё органаў, каб абараніць унутраную структуру, а дасягнуць лепшай абароны і эфекту выдалення пылу. Прылада восі Z у асноўным рэалізуе рух уверх і ўніз лазернай галавы. з восямі X і Y, а таксама можа быць пераключана на наступны кантроль, каб задаволіць патрэбы розных сітуацый.