









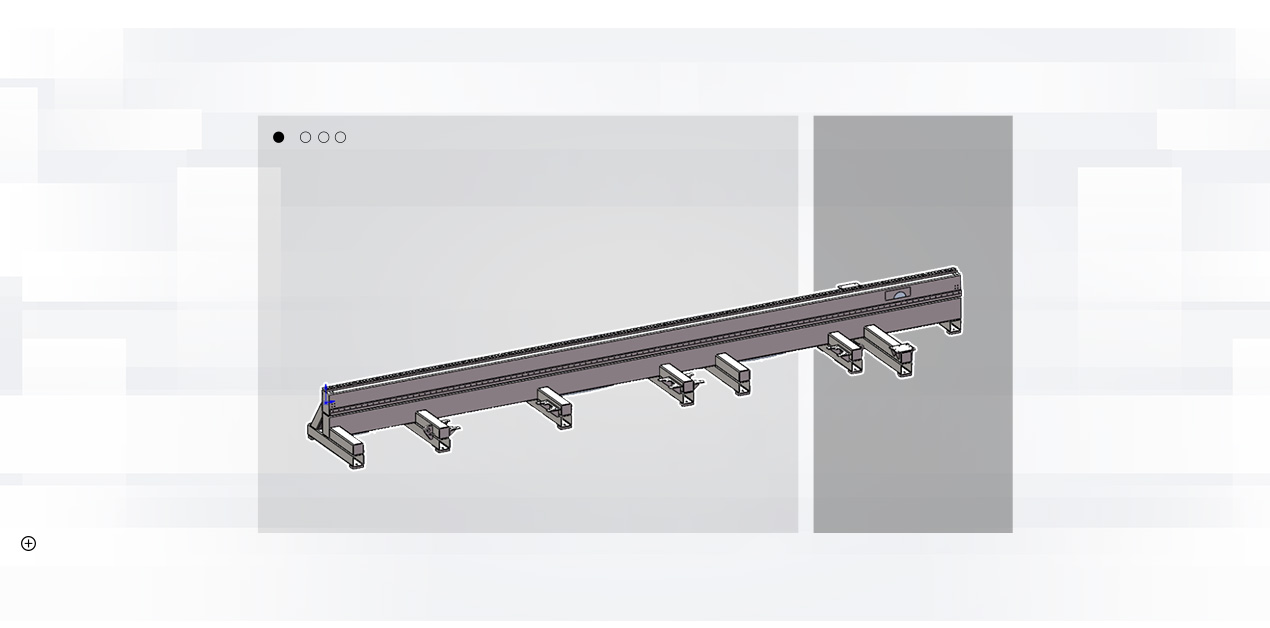
Бакавая структура-адна з бакоў
Ложак прымае бакавую структуру і суцэльную зварную ложак, якая адпаленая для ліквідацыі ўнутранага напружання. Пасля прыблізнай апрацоўкі старэнне вібрацыі праводзіцца перад заканчэннем апрацоўкі, тым самым значна паляпшаючы калянасць і стабільнасць станка і забяспечваючы дакладнасць станка. Прывід сервопривода пераменнага току кантралюецца лікавай сістэмай кіравання, а Чак рэалізуе зваротны рух у кірунку Y пасля рухавіка, рэалізуючы хуткі рух і падачы руху. І стойка восі Y, і лінейная накіроўвалая чыгунка вырабляюцца з высокадакладных прадуктаў, якія эфектыўна гарантуюць дакладнасць перадачы; Лімітавыя выключальнікі на абодвух канцах інсульту кантралююцца, і адначасова ўсталёўваецца прылада цвёрдага абмежавання, што эфектыўна забяспечвае бяспеку руху станка; Мастацкі прыбудова абсталяваны аўтаматычнай змазкай, якая дадае змазкі алею, якія рухаюцца ложкам праз рэгулярныя прамежкі часу, каб гарантаваць, што рухомыя дэталі працуюць у добрым стане, што можа палепшыць тэрмін службы накіроўвалых рэек, перадач і стэлажоў.
Дэвіз з пярэдняй кармленнем
Прылада пярэдняга кармлення ўключае ў сябе апорную пласціну, якая кантралюецца паветраным цыліндрам, які падтрымлівае трубу, калі разрэзаная труба доўгім і не дазваляе правісацца.
Калі нарыхтоўку выразаюць, падняты цыліндр падтрымлівае апорную пласціну для падтрымкі трубы і не дазваляе правісацца. Калі нарыхтоўка выразана, паднятыя цыліндры падтрымліваюцца, і нарыхтоўка трапляе ў замыкае пласціну і слізгае да месца захоўвання. Дзеянне цыліндру аўтаматычна кантралюецца сістэмай.
Пярэдні раздзел таксама падзелены на тып наступнага і ручнога тыпу рэгулявання.

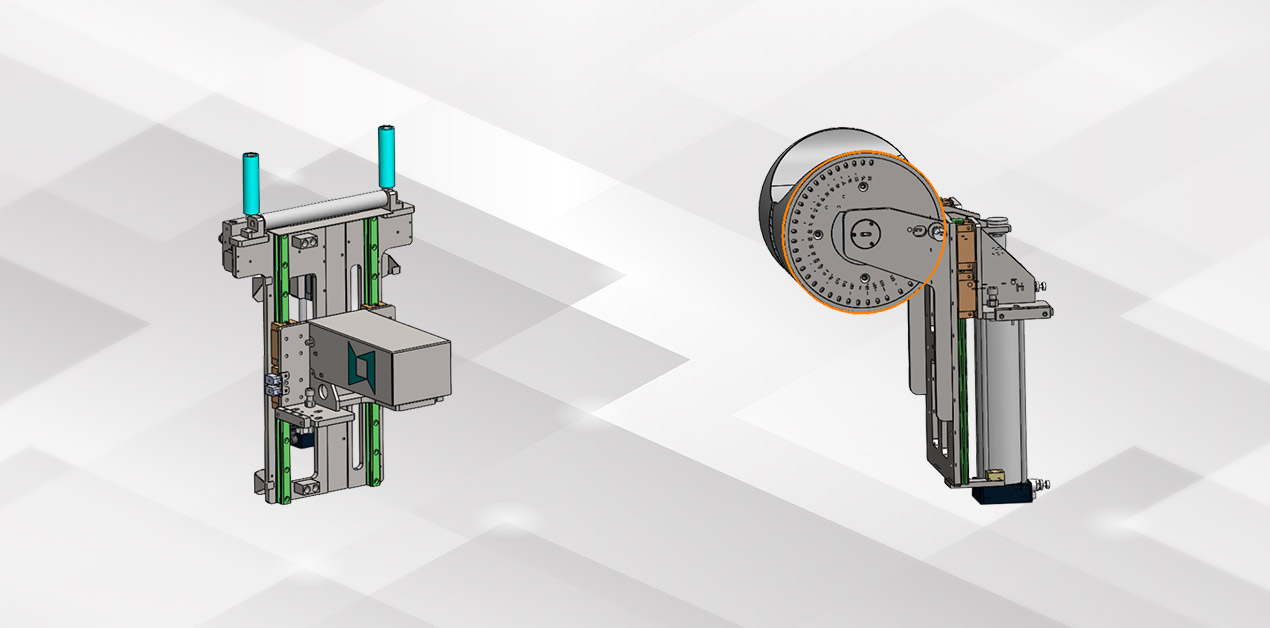
Падтрымка-механізм
На ложку ўстаноўлены 2 наборы дапаможных механізмаў, і ёсць два тыпы:
1. Наступная падтрымка кантралюецца незалежным серварухавым рухавіком для руху ўверх і ўніз, у асноўным для правядзення наступнай падтрымкі для празмернай дэфармацыі доўгіх разрэзаных труб (трубы з невялікімі дыяметрамі). Калі задні Чак пераходзіць у адпаведнае становішча, для пазбягання можна знізіць дапаможную апору.
2. Падтрымка колы зменнай дыяметраў падымаецца і апускаецца цыліндрам, і яго можна ўручную адрэгуляваць у розных пазіцыях маштабу для падтрымкі труб розных памераў.
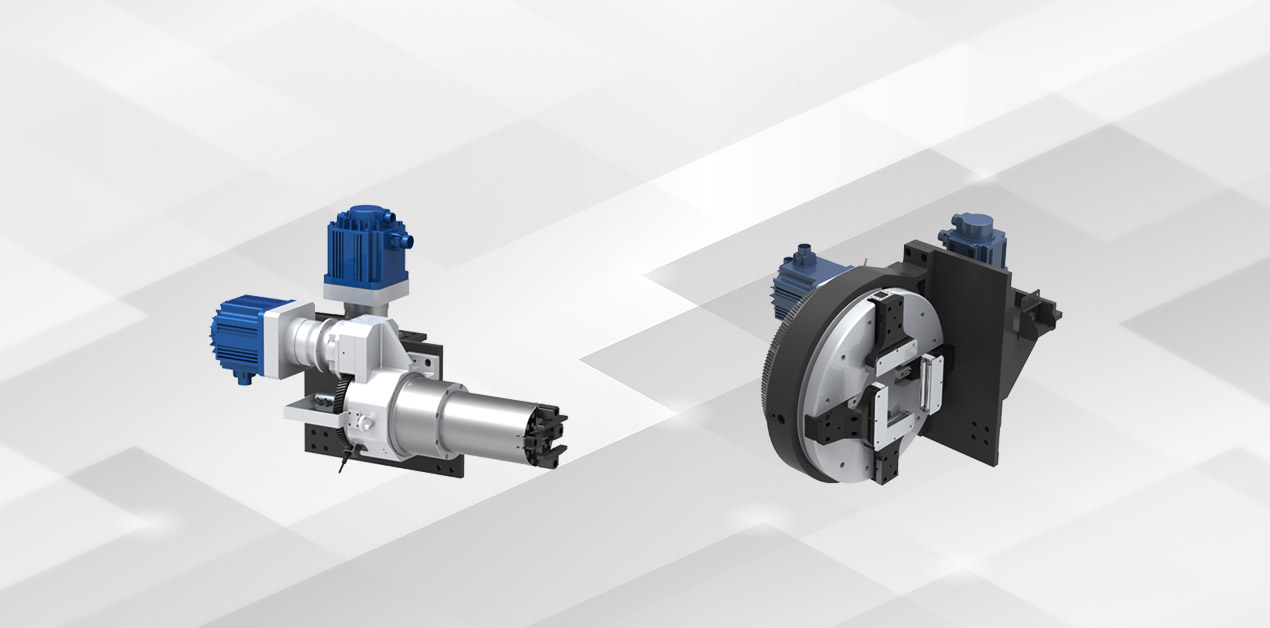
Чака-чак
Чак дзеліцца на два пярэднія і заднія пнеўматычныя паўнавартасныя патроны, абодва яны могуць рухацца ў кірунку Y. Задні Чак нясе адказнасць за заціск і кармленне трубы, а пярэдняя патрон усталёўваецца ў канцы ложка для заціску матэрыялаў. Пярэднія і заднія патроны адпаведна абумоўлены серварухавікамі для дасягнення сінхроннага кручэння.
Пад сумесным заціскам падвойных патронаў можна рэалізаваць кароткае рэзка хваста, а кароткі хвост рота можа дасягаць 20-40 мм, падтрымліваючы кароткае рэзанне хваста больш доўгага хваста.
Машына рэзкі трубы серыі TN прымае метад руху і пазбягання Чака, які можа ўвесь час рэалізаваць рэжучую патрону і не прывядзе да занадта доўгай і нестабільнай трубы, а дакладнасці недастаткова.
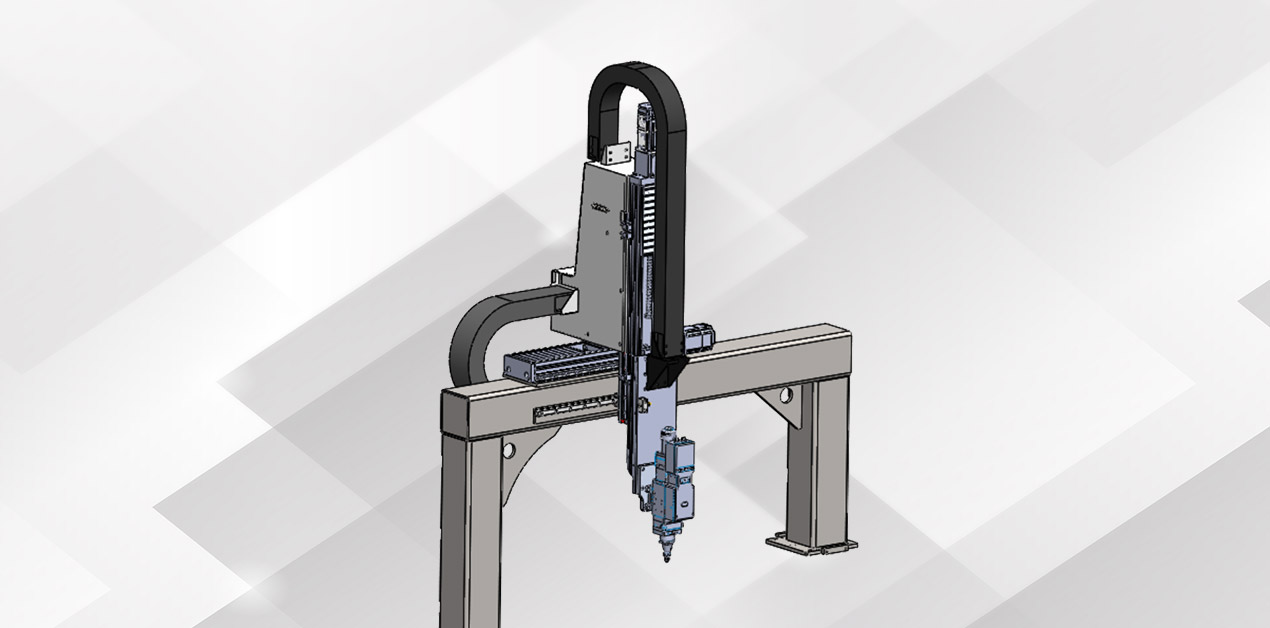
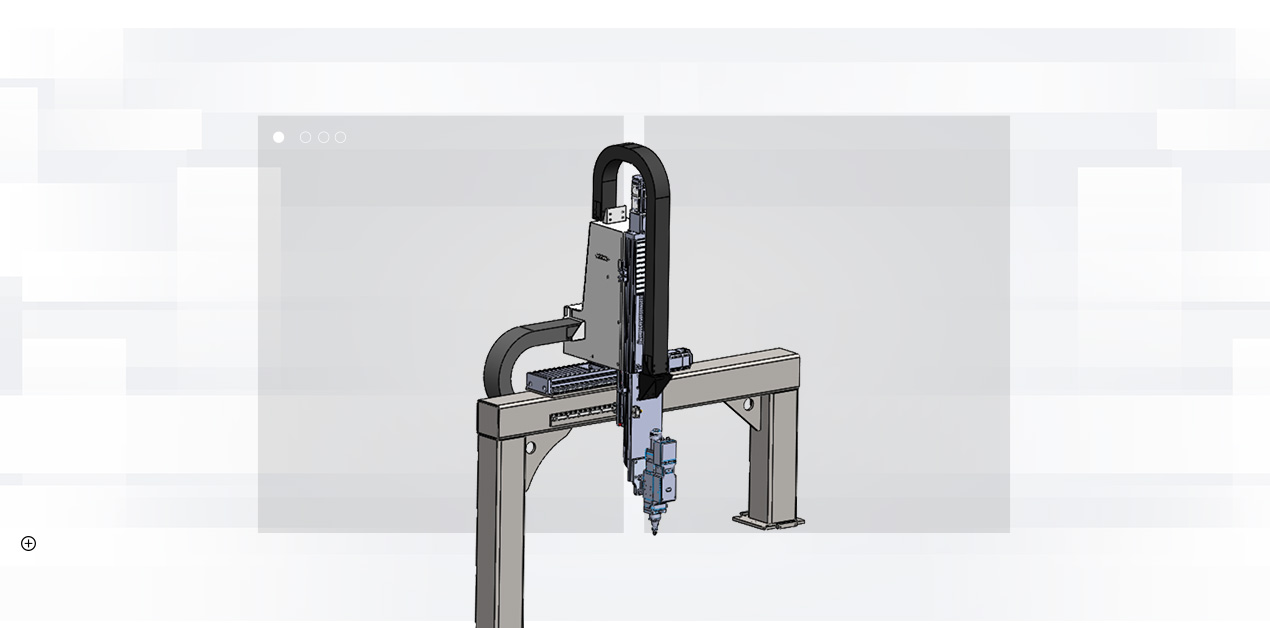
Дэвіцыя Axis
Перакрыцце прылады восі X прымае структуру казла, якая зварваецца спалучэннем квадратнай трубкі і сталёвай пласціны. Кампанент Gantry замацоўваецца на ложку, а вось X абумоўлена серварухавіком для кіравання стойкай і шасцярнямі, каб рэалізаваць адказную руху слайда ў напрамку X. У працэсе руху лімітавы перамыкач кантралюе інсульт, каб абмежаваць становішча, каб забяспечыць бяспеку працы сістэмы.
У той жа час, у восі X/Z ёсць уласнае пакрыццё органаў для абароны ўнутранай структуры і дасягнення лепшай абароны і эфектаў выдалення пылу.
Прылада восі Z у асноўным рэалізуе рух уверх і ўніз лазернай галоўкі.
Восі Z могуць быць выкарыстаны ў якасці восі з ЧПУ для выканання ўласнага інтэрпаляцыйнага руху, і ў той жа час яна можа быць звязана з восямі X і Y, а таксама можа быць пераключаны для наступнага кантролю, каб задаволіць патрэбы розных сітуацый.
Дэвіцыя Axis
Перакрыцце прылады восі X прымае структуру казла, якая зварваецца спалучэннем квадратнай трубкі і сталёвай пласціны. Кампанент Gantry замацоўваецца на ложку, а вось X абумоўлена серварухавіком для кіравання стойкай і шасцярнямі, каб рэалізаваць адказную руху слайда ў напрамку X. У працэсе руху лімітавы перамыкач кантралюе інсульт, каб абмежаваць становішча, каб забяспечыць бяспеку працы сістэмы.
У той жа час, у восі X/Z ёсць уласнае пакрыццё органаў для абароны ўнутранай структуры і дасягнення лепшай абароны і эфектаў выдалення пылу.
Прылада восі Z у асноўным рэалізуе рух уверх і ўніз лазернай галоўкі.
Восі Z могуць быць выкарыстаны ў якасці восі з ЧПУ для выканання ўласнага інтэрпаляцыйнага руху, і ў той жа час яна можа быць звязана з восямі X і Y, а таксама можа быць пераключаны для наступнага кантролю, каб задаволіць патрэбы розных сітуацый.
LX62TN Валакно лазерная рэзка металічная труба для трубы для жалезнай сталі з нержавеючай сталі нанясенне сталі
Матэрыялы прыкладанняў:
Лазерная металічная машына для лазернай металічнай машыны падыходзіць для металічнай рэзкі, як нержавеючая сталёвая трубка, мяккая сталёвая трубка, вугляродная сталёвая труба, сплава сталёвай трубкі, вясновую сталёвую трубку, жалезную трубу, ацынкаваную сталёвую трубку, алюмініевую трубу, медную трубку, латуневую трубку, бронзавую трубу, тытанію, металічную трубку, металічную трубу і г.д.
Прымяненне прамысловасці:
Лазерныя машыны для лазернага лазернага вырабу шырока выкарыстоўваюцца ў вытворчасці білборда, рэкламы, знакаў, шыльдаў, металічных літар, святлодыёдных лістоў, кухонных посуду, рэкламных літар, апрацоўкі металаў, кампанентаў металаў, кампанентаў і дэталяў, посуду, шасі, апрацоўкі стэлажоў і шаф, металічных рамёстваў, металічных вырабаў, выразання панэлі ліфта, абсталявання, аўтаматычных запчастак, рамы для акуляраў, выбарчых дэталяў, асобных маскаў і г.д.

-

LX62TA 2024 LXSHOW Валакно лазерная труба разрэзала MAC ...
-

LX612TN хуткая дастаўка Стандартная падтрымка кадра HI ...
-

LX123TX Лепшыя тры керкі з цяжкай валакна лазера ...
-
LX123H (12) TIV Чатырох металічных труб для лазернай трубы ...
-

LX82TS 7% зніжка 1 кВт 1,5 кВт 3 кВт 4 кВт 6 кВт ...
-

LX63TN LXSHOW з нержавеючай сталі зрэзання трубы ...






